Filing and polishing are performed on the lathe to remove tool marks, reduce the dimension slightly, or improve the finish.
Filing on the Lathe
Mill files are generally considered best for lathe filing. The bastard cut mill type hand file is used for roughing and the second cut mill-type hand file for the finer class of work. Other types such as the round, half-round, and flat hand files may also be used for finishing irregular shaped workplaces. Never use a file without a handle.
For filing ferrous metals, the lathe spindle speed should be four or five times greater than the rough turning speed. For filing nonferrous metals, the lathe spindle speed should be only two or three times greater than the roughing speed. Too slow a speed may cause the workpiece to be filed out of round, while too high a speed will cause the file to slide over the workpiece, dulling the file and glazing the piece.
NOTE: When filing, file left-handed if at all possible to avoid placing your arm over the revolving chuck or lathe dog.
The file is held at an angle of about 10° to the right and moved with a slow sliding motion from left to right so that the teeth will have a shearing action (Figure 3-100).The direction of stroke and angle should never be the opposite, as this will cause chatter marks on the piece. The file should be passed slowly over the workpiece so that the piece will have made several revolutions before the stroke is completed. The pressure exerted on the file with the hands should be less than when filing at the bench. Since there are less teeth in contact with the workpiece, the file must be cleaned frequently to avoid scratching.
Figure 3-100. Filing on the lathe.
Since filing should be used for little more than to remove tool marks from the workpiece, only 0.002 to 0.005 inch should be left for the tiling operation.
Polishing on the Lathe
Polishing with either abrasive cloth or abrasive paper is desirable to improve the surface finish after filing. Emery abrasive cloth is best for ferrous metals while abrasive paper often gives better results on nonferrous materials. The most effective speed for polishing with ordinary abrasives is approximately 5,000 feet per minute. Since most lathes are not capable of a speed this great for an average size workpiece, it is necessary to select as high a speed as conditions will permit.
Figure 3-101. Polishing on the lathe.
In most cases the abrasive cloth or paper is held directly in the hand and applied to the workpiece, although it may be tacked over a piece of wood and used in the same manner as a file. Improvised clamps may also be used to polish plain round work.
Since polishing will slightly reduce the dimensions of the workpiece, 0.00025 to 0.0005 inch should be allowed for this operation. Figure 3-101 shows how to hold the abrasive strip when polishing. Note that the ends of the strip are separated. This prevents the strip from grabbing and winding around the work, which could pull the operator's hand into the work. Move the polishing strip slowly back and forth to prevent material building up on the strip which causes polishing rings to form on the work. To produce a bright surface, polish the work dry. To produce a dull satin finish, apply oil as the polishing operation is in progress.
















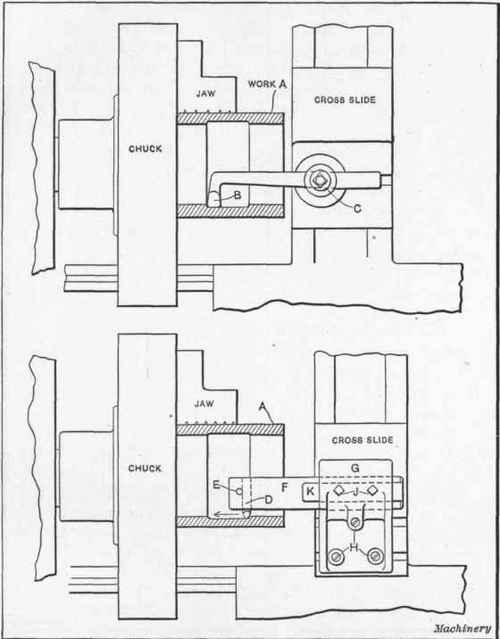 Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe.
Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe. Fig. 6. Bar for Undercutting:, Facing and Boring in the Vertical Turret Lathe and Gage used in setting Tools.
Fig. 6. Bar for Undercutting:, Facing and Boring in the Vertical Turret Lathe and Gage used in setting Tools.