Recessing Tools For The Engine Lathe
The upper illustration in Fig. 1 shows a bushing A which is held by the outside in regular chuck jaws. This work is to be done on the engine lathe, and the recess is to be cut at the same setting. A forged tool B is held in the regular tool-post G on the cross-slide of the lathe, and is forced into the required depth by hand. After this the longitudinal feed is started and the remainder of the recess cut. This type of tool is much used for lathe work when only one or two pieces are to be machined. Its advantages are that it can be easily made and quickly adjusted. Its disadvantage is that it has a tendency to chatter, and is, therefore, suitable only for very light cutting.
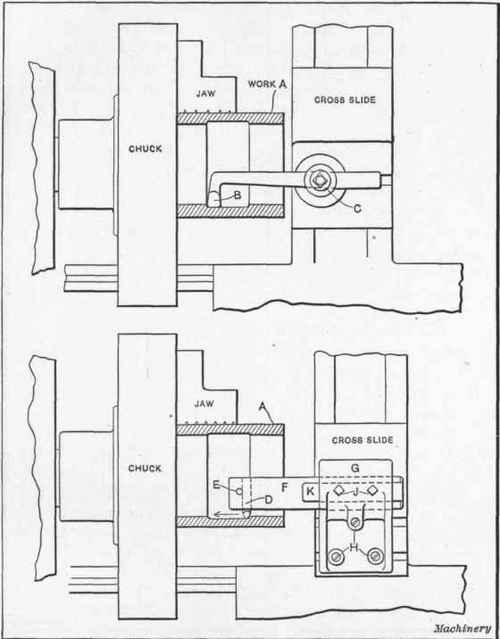 Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe.
Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe.
The device shown in the lower portion of the same illustration is much more rigid, but is not nearly as adaptable to various conditions. In this arrangement the tool D is of round section and is held in place by taper pin E. The bar F is of steel and is secured in the holder G by the two screws J which bear against a flat K on the bar. Three screws H enter shoes in the cross slide T-slots and secure the holder firmly to the slide.
Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe.The device shown in the lower portion of the same illustration is much more rigid, but is not nearly as adaptable to various conditions. In this arrangement the tool D is of round section and is held in place by taper pin E. The bar F is of steel and is secured in the holder G by the two screws J which bear against a flat K on the bar. Three screws H enter shoes in the cross slide T-slots and secure the holder firmly to the slide.
No comments:
Post a Comment