Basic Types of Drilling Machines
Drilling machines or drill presses are one of the most common machines found in the machine shop. A drill press is a machine that turns and advances a rotary tool into a workpiece. The drill press is used primarily for drilling holes, but when used with the proper tooling, it can be used for a number of machining operations. The most common machining operations performed on a drill press are drilling, reaming, tapping, counterboring, countersinking, and spotfacing.
There are many different types or configurations of drilling machines, but most drilling machines will fall into four broad categories: upright sensitive, upright, radial, and special purpose.
UPRIGHT SENSITIVE DRILL PRESS
SPECIAL PURPOSE DRILL MACHINESThere are a number of types of special purpose drilling machines. The purposes of these types of drilling machines vary. Special purpose drilling machines include machines capable of drilling 20 holes at once or drilling holes as small as 0.01 of an inch.
Gang Drilling Machines
Multiple Spindle Drilling Machine
Micro-Drill Press
Turret Type Drilling Machine
Drilling machines or drill presses are one of the most common machines found in the machine shop. A drill press is a machine that turns and advances a rotary tool into a workpiece. The drill press is used primarily for drilling holes, but when used with the proper tooling, it can be used for a number of machining operations. The most common machining operations performed on a drill press are drilling, reaming, tapping, counterboring, countersinking, and spotfacing.
There are many different types or configurations of drilling machines, but most drilling machines will fall into four broad categories: upright sensitive, upright, radial, and special purpose.
UPRIGHT SENSITIVE DRILL PRESS
 Figure 1 Upright sensitive drill press | The upright sensitive drill press (Figure 1) is a light-duty type of drilling machine that normally incorporates a belt drive spindle head. This machine is generally used for moderate-to-light duty work. The upright sensitive drill press gets its name due to the fact that the machine can only be hand fed. Hand feeding the tool into the workpiece allows the operator to "feel" the cutting action of the tool. The sensitive drill press is manufactured in a floor style or a bench style. |
| UPRIGHT DRILL PRESSThe upright drill press (Figure 2) is a heavy duty type of drilling machine normally incorporating a geared drive spindle head. This type of drilling machine is used on large hole-producing operations that typically involve larger or heavier parts. The upright drill press allows the operator to hand feed or power feed the tool into the workpiece. The power feed mechanism automatically advances the tool into the workpiece. Some types of upright drill presses are also manufactured with automatic table-raising mechanisms. |  Figure 2 Upright drill press |
| RADIAL ARM DRILL PRESSThe radial arm drill press (Figure 3) is the hole-producing work horse of the machine shop. The press is commonly refered to as a radial drill press. The radial arm drill press allows the operator to position the spindle directly over the workpiece rather than move the workpiece to the tool. The design of the radial drill press gives it a great deal of versatility, especially on parts too large to position easily. Radial drills offer power feed on the spindle, as well as an automatic mechanism to raise or lower the radial arm. The wheel head, which is located on the radial arm, can also be traversed along the arm, giving the machine added ease of use as well as versatility. Radial arm drill presses can be equipped with a trunion table or tilting table. This gives the operator the ability to drill intersecting or angular holes in one setup. |  Figure 3 Radial arm drill press |
SPECIAL PURPOSE DRILL MACHINESThere are a number of types of special purpose drilling machines. The purposes of these types of drilling machines vary. Special purpose drilling machines include machines capable of drilling 20 holes at once or drilling holes as small as 0.01 of an inch.
Gang Drilling Machines
 Figure 4 Gang drill press | The gang style drilling machine (Figure 4) or gang drill press has several work heads positioned over a single table. This type of drill press is used when successive operations are to be done. For instance, the first head may be used to spot drill. The second head may be used to tap drill. The third head may be used, along with a tapping head, to tap the hole. The fourth head may be used to chamfer. |
| The multiple spindle drilling machine is commonly refered to as a multispindle drill press. This special purpose drill press has many spindles connected to one main work head (Figure 5).All of the spindles are fed into the workpiece at the same time. This type of drilling machine is especially useful when you have a large number of parts with many holes located close together. |  Figure 5 Multispindle drill press |
| The micro drill press is an extremely accurate, high spindle speed drill press. The micro drill press is typically very small (Figure 6) and is only capable of handling very small parts. Many micro drill presses are manufactured as bench top models. They are equipped with chucks capable of holding very small drilling tools. |  Figure 6 Micro drill press |
| Turret drilling machines are equipped with several drilling heads mounted on a turret (Figure 6). Each turret head can be equipped with a different type of cutting tool. The turret allows the needed tool to be quickly indexed into position. Modern turret type drilling machines are computer-controlled so that the table can be quickly and accurately positioned. |  Figure 6 CNC Turret type drilling machine |

















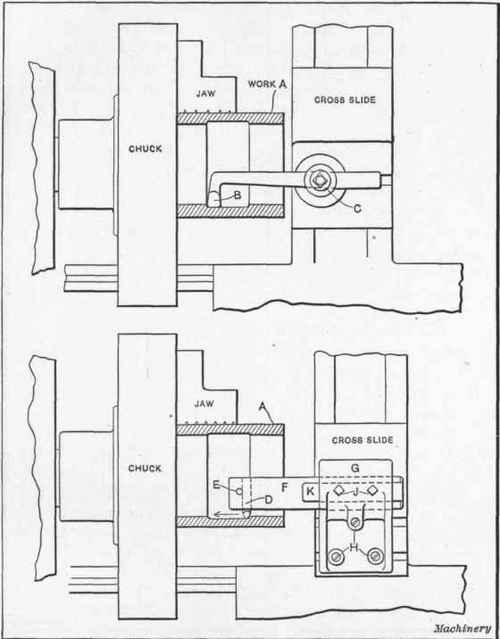 Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe.
Fig. 1. Two Simple Types of Recessing Tools for the Engine Lathe. Fig. 6. Bar for Undercutting:, Facing and Boring in the Vertical Turret Lathe and Gage used in setting Tools.
Fig. 6. Bar for Undercutting:, Facing and Boring in the Vertical Turret Lathe and Gage used in setting Tools.